
In this industry, the right material choice isn’t just about aesthetics—it’s about finding the perfect synergy between durability, cost-efficiency, weight, and environmental impact. This guide is tailored specifically for professionals like you, who are looking to delve deeper into the technicalities of material selection for EVA cases. Whether you’re designing protective cases for electronics, creating robust toolboxes, or innovating specialized equipment enclosures, the materials you choose are the foundation of your product’s success.
Explore ‘6 Types of External Materials for EVA Cases,’ covering Polyester for its durability and versatility, Nylon for strength and water resistance, both Genuine and Synthetic Leather for luxury, Eco-Friendly options for sustainability, Fabric and Canvas for style, and Customized Composites for specialized solutions, each enhancing EVA cases in function, aesthetics, and market appeal.
Overview of EVA Cases in Industry
At its core, EVA is a polymer that blends the elasticity of rubber with the toughness of plastic. This unique combination endows EVA cases with remarkable properties such as resilience to cracking under stress, low-temperature toughness, and resistance to UV rays and water. These features make them an indispensable asset across a broad spectrum of industries.
In the electronics sector, for instance, EVA cases are instrumental in protecting fragile components like circuit boards during transport, or providing shock-absorbent covers for consumer electronics like smartphones and laptops. The healthcare industry relies on EVA cases for safely transporting sensitive equipment like ultrasound machines, ensuring that they remain sterile and intact.
Furthermore, EVA cases have found their niche in sports, where they safeguard delicate gear like golf clubs or fishing rods. In more demanding environments like aerospace or military applications, EVA cases offer unparalleled protection for equipment exposed to extreme conditions, owing to their ability to withstand significant pressure and temperature fluctuations without deforming or breaking down.

Choosing the Right External Material for EVA Cases
The external material of an EVA case is more than just a superficial layer; it’s a critical component that defines the case’s overall functionality, durability, and application spectrum. This selection is a delicate balancing act between various factors, including the type of protection needed, the intended use, aesthetic preferences, and environmental considerations.
For example, a rugged, waterproof nylon exterior is ideal for outdoor and adventure gear, providing both durability and resistance to the elements. In contrast, a sleek, polished leather finish suits high-end electronics or luxury goods, where the case’s appearance is just as important as its protective qualities.
The environmental impact of the material is another crucial aspect. With increasing awareness of sustainability issues, materials like biodegradable plastics or recycled fabrics are gaining traction. These materials not only reduce the ecological footprint but also cater to a growing segment of eco-conscious consumers.
Choosing the right external material can also be a reflection of the brand’s identity and values. A premium leather finish might convey luxury and exclusivity, while a brightly colored, custom-printed fabric could express creativity and brand personality.
To conclude, EVA cases represent a fusion of functionality, innovation, and adaptability, playing an indispensable role in product safety and preservation across industries. However, the effectiveness of these cases is profoundly influenced by the choice of external material. This decision extends beyond aesthetics, encompassing aspects like durability, environmental impact, user experience, and brand alignment. The following sections will provide an in-depth exploration of various external materials, their unique properties, and how they align with different industry requirements, guiding you through the intricate process of selecting the perfect material for your EVA case.
Understanding EVA Material
EVA, or Ethylene Vinyl Acetate, has emerged as a revolutionary material in the world of case manufacturing, offering a unique blend of properties and advantages. This section provides a deep dive into the fundamental attributes of EVA, highlighting why it’s increasingly preferred for creating various types of cases.
EVA Properties
EVA’s distinct characteristics stem from its chemical composition as a copolymer, formed by merging ethylene and vinyl acetate. This combination results in several key properties:
- Flexibility and Elasticity: EVA boasts a rubber-like flexibility, which is adjustable based on the vinyl acetate content. This flexibility allows it to absorb impacts and shocks, making it ideal for protective cases. It’s this elasticity that enables EVA to return to its original shape after being bent or compressed, offering exceptional durability over time.
- Thermal Resistance: One of EVA’s standout features is its ability to withstand a wide range of temperatures. It remains stable and maintains its properties in both cold environments, where materials can become brittle, and in hot conditions, where some materials might soften or melt. This thermal resilience makes EVA cases suitable for a variety of climates and conditions.
- Water and Moisture Resistance: EVA is naturally hydrophobic, meaning it repels water and is resistant to moisture. This characteristic is crucial for protecting electronics or other sensitive items from water damage, making EVA cases popular in outdoor and aquatic environments.
- Chemical and UV Resistance: EVA is resistant to a variety of chemicals, oils, and solvents, preventing degradation in environments where such exposures are possible. Additionally, its resistance to UV radiation ensures that the material does not easily degrade or discolor when exposed to sunlight, preserving its appearance and integrity for extended periods.
Advantages in Case Manufacturing
The application of EVA in case manufacturing leverages these properties to offer several compelling benefits:
- Superior Protection: The primary role of any case is to protect its contents, and EVA excels in this regard. Its shock-absorbing capabilities ensure that items inside are cushioned from impacts and vibrations, providing a safe haven for delicate and valuable equipment.
- Design Flexibility and Aesthetics: EVA can be easily molded and shaped, allowing for a wide range of case designs. This flexibility extends to both functional and aesthetic customization, enabling manufacturers to create cases that are not only protective but also visually appealing. The material can be dyed in various colors, and its surface texture can be altered to suit different styles and preferences.
- Lightweight and Portable: Despite its durability, EVA is surprisingly lightweight. This quality is particularly advantageous for portable cases, where added weight can be cumbersome. EVA cases are easy to carry, making them a favorite for travel and outdoor use.
- Longevity and Durability: EVA cases are known for their long lifespan. They resist wear and tear remarkably well, maintaining their appearance and functionality over long periods and through repeated use. This durability translates to a better return on investment over time.
- Environmentally Friendly Options: In the context of growing environmental concerns, EVA stands out as a relatively eco-friendlier option compared to many traditional plastics. It’s often produced in a way that’s less harmful to the environment and is recyclable, aligning with sustainable manufacturing practices.
- Cost-Effectiveness: For all its benefits, EVA remains a cost-effective solution. It offers an excellent balance between quality, performance, and price, making it accessible for a wide range of applications without compromising on quality.
In sum, EVA’s combination of flexibility, durability, and adaptability makes it an outstanding material choice in case manufacturing. Its capability to protect against physical impacts and environmental elements, along with customization possibilities and eco-friendly aspects, positions EVA as a versatile and valuable material in a diverse range of product applications.
6 Types of external materials for EVA cases
The choice of external materials for EVA cases is a critical aspect of their design, impacting everything from durability and protection to aesthetics and market appeal. This section provides a detailed exploration of various materials commonly used in EVA case manufacturing, discussing their key properties, advantages, and ideal use cases.
External materials on EVA cases serve multiple purposes: they provide the first layer of protection against environmental factors, contribute to the case’s overall durability, and establish its aesthetic and tactile feel. When selecting these materials, manufacturers must consider several factors: durability to withstand wear and tear, cost-effectiveness for pricing strategy, weight for ease of handling, and aesthetics to appeal to target customers.
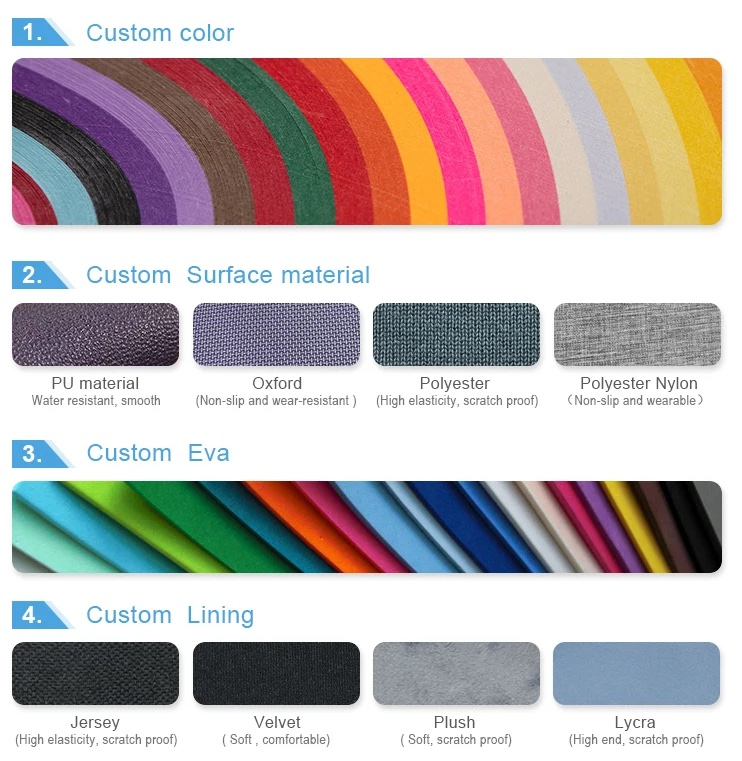
Polyester
- Description: Polyester, a widely used synthetic fiber, is known for its strength, resistance to stretching, and resilience. It’s a popular choice for EVA cases due to its ability to withstand various environmental conditions without degrading.
- Advantages: Its primary strengths include long-lasting durability, cost efficiency, and versatility in design and texture.
- Use Cases: Particularly suitable for consumer electronics cases, everyday carry items, and travel accessories where durability and affordability are key.
Nylon
- Description: Nylon is a synthetic thermoplastic, prized for its exceptional strength and elasticity. It’s a resilient material that integrates well with EVA, enhancing the case’s overall toughness.
- Advantages: Stands out for its high strength-to-weight ratio, excellent water resistance, and ability to retain shape under stress.
- Use Cases: Ideal for outdoor gear, adventure sports equipment, and any application where resilience and exposure to elements are factors.
Leather (Genuine and Synthetic)
- Description: Genuine leather offers a timeless, premium quality, while synthetic leather provides a similar look with added versatility. Both types are used to add a luxurious finish to EVA cases.
- Advantages: Genuine leather is known for its durability and upscale appearance; synthetic leather offers more affordability and a wider range of design options.
- Use Cases: Best suited for high-end products, corporate gifts, and cases where a touch of luxury and sophistication is desired.
Eco-Friendly Options (Recycled Materials, Bioplastics)
- Description: These sustainable materials include options like recycled plastics and bioplastics, which are gaining popularity in response to environmental concerns.
- Advantages: They offer a reduced environmental footprint and cater to the growing eco-conscious market.
- Use Cases: Suited for eco-friendly brands, sustainable product lines, and corporate responsibility initiatives.
Fabric and Canvas
- Description: Fabrics and canvas bring a diverse array of textures and patterns, adding a unique aesthetic touch to EVA cases.
- Advantages: They offer versatility in design, a lightweight feel, and the ability to create a distinct visual appeal.
- Use Cases: Great for fashion-forward cases, custom branded items, and products where style is as important as function.
Customized Composite Materials
- Description: These are specialized materials tailored to meet specific needs, blending the properties of various substances to create a unique solution.
- Advantages: They provide a bespoke combination of properties, enabling innovative and highly targeted design solutions.
- Use Cases: Ideal for niche markets, specialized equipment, and high-end products with specific requirements.
Selecting the right external material for an EVA case is a nuanced process that balances functionality, cost, aesthetics, and market needs. The material not only defines the case’s protective qualities but also its appeal and suitability for different applications, making it a key element in the design and manufacturing process.
Choosing the Right Material for EVA Cases
The selection of the right external material for EVA cases is a critical decision that extends beyond aesthetic appeal, directly impacting the case’s functionality, durability, and user experience. This section provides a comprehensive guide on the key factors to consider in this selection process and how these choices influence various aspects of the case.
Factors in Material Selection
When selecting external materials for EVA cases, it’s crucial to understand how these materials complement the inherent properties of EVA to meet various functional and aesthetic requirements:
- Compatibility with EVA: The primary consideration is how well the external material works with EVA. The chosen material should adhere properly to the EVA base and maintain its integrity over time. This includes considering the bonding strength between the EVA and the external material and ensuring that the combination does not compromise the EVA’s inherent qualities.
- Environmental Resistance: The external material for an EVA case should enhance its ability to withstand environmental factors. While EVA itself offers a degree of protection, materials like water-resistant fabrics or UV-protected coatings can further safeguard the contents against moisture, sun damage, and other environmental stressors.
- User-Specific Needs: Tailoring the external material to the end-user’s requirements is essential. For instance, in consumer electronics, a softer fabric might be preferred for its tactile feel, while in industrial applications, a more rugged and abrasion-resistant material like reinforced polyester could be more suitable.
- Cost and Durability Balance: Choosing a material that aligns with the product’s price point while ensuring durability is key. Materials like synthetic leather or durable textiles offer a cost-effective solution without compromising the protective quality of the EVA case.
- Sustainability Considerations: With increasing environmental consciousness, selecting eco-friendly external materials can be a significant advantage. Options like recycled fabrics or natural fibers can enhance the EVA case’s appeal to environmentally conscious consumers.
- Aesthetic Flexibility: The external material greatly influences the case’s look and feel. It should allow for aesthetic customization, including color, texture, and pattern choices, to align with branding and personalization needs.
- Additional Functionalities: The external material can also add functionalities like extra pockets, reinforced corners for added protection, or specialized compartments for organization. These additions can make the EVA case more versatile and user-friendly.
In summary, choosing the right external material for an EVA case involves a comprehensive understanding of how different materials interact with EVA foam, their impact on the case’s functionality and appearance, and their alignment with user preferences and market trends. This careful consideration ensures that the final product effectively leverages the benefits of EVA while meeting the specific needs of its intended use.
Material Impact on Case Features
The material chosen as the external layer for an EVA case significantly influences its overall properties and performance:
- Protection Efficiency: The primary function of any case is to protect its contents. For EVA cases, external materials play a crucial role in determining the level of protection. Fabrics like nylon or polyester, known for their durability and resistance, can be used as an external layer to enhance impact resistance while maintaining flexibility. These materials, while not as rigid as polycarbonate or aluminum, can still offer significant protection against everyday bumps and scratches, making them ideal for EVA cases that need to be lightweight yet protective.
- Durability and Lifespan: The longevity of an EVA case is greatly influenced by the resilience of its external material to wear, tear, and environmental factors. Durable fabrics like nylon and polyester ensure that the case withstands regular use and harsh conditions, while maintaining the EVA core’s integrity. These materials effectively balance durability with flexibility, contributing to the case’s overall lifespan.
- User Experience Enhancement: The choice of external material affects the case’s weight, texture, and ease of use. Lightweight and flexible materials like nylon enhance portability and offer a comfortable grip, making the case more user-friendly. Additionally, these materials can be easily cleaned and maintained, which is beneficial for regular use.
- Aesthetic and Design Flexibility: The external material of an EVA case also contributes to its aesthetic appeal. Options like custom-printed fabrics or textured nylon can be used to create a visually appealing exterior that reflects the brand’s identity and the user’s personal style. These materials offer a wide range of design possibilities, from vibrant colors to intricate patterns, adding a unique touch to the cases.
- Environmental Responsibility: The environmental impact of the external material is a growing consideration. Materials like recycled fabrics or eco-friendly synthetics can be used to minimize the ecological footprint of EVA cases. These sustainable options cater to eco-conscious consumers and align with global sustainability trends.
In conclusion, the selection of the right external material for an EVA case is a critical decision that influences its protective efficiency, durability, user experience, aesthetic appeal, and environmental impact. It’s about striking the perfect balance between these factors to create a product that meets the intended use and resonates with the target audience. This section has explored various material options and their implications, guiding you through the process of selecting the most suitable material for your specific EVA case needs.
Innovations in EVA Case Materials
The field of EVA case manufacturing is witnessing a remarkable era of innovation, driven by both technological advancements and evolving consumer preferences. This section provides an in-depth exploration of the latest material innovations and their profound impact on the market, transforming user expectations and setting new benchmarks in the industry.
Emerging Trends in Material Technology
Recent years have seen a surge in material innovations, each bringing unique advantages to EVA case manufacturing:
- Eco-Friendly Options: The shift towards sustainability has led to the development of environmentally friendly materials. Recycled plastics are repurposed into durable case materials, significantly reducing waste. Bioplastics, made from natural sources like plant fibers, offer a biodegradable alternative, addressing the growing concern over plastic pollution.
- Advanced Composites: The advent of composite materials has been a game-changer. These are engineered by combining polymers with reinforcing fibers, such as carbon or Kevlar, resulting in materials that are exceptionally strong yet astonishingly lightweight. They provide a high degree of protection without adding bulk, ideal for high-end electronics or sensitive equipment.
- Smart Materials: Innovations in smart materials have introduced cases that can adapt to their environment. For example, materials that harden on impact or change their thermal properties in response to temperature variations offer dynamic protection and enhanced user experience.
- Nano-Technology: The integration of nanotechnology in case materials has opened new frontiers. Nano-enhanced materials boast superior strength, scratch resistance, and even self-healing abilities. This technology is pushing the boundaries of what was previously thought possible in terms of protection and durability.
- Hybrid Materials: There is a growing trend in combining different materials to harness the best properties of each. For instance, combining the soft, flexible nature of EVA with a rigid, impact-resistant outer shell creates a case that offers both excellent protection and user-friendly flexibility.
Impact on Market and User Expectations
These material innovations are not just advancements in technology; they are reshaping the landscape of user expectations:
- Surge in Eco-Conscious Choices: With a growing emphasis on sustainability, consumers are increasingly opting for eco-friendly cases. This shift is compelling manufacturers to prioritize green materials, not just for their environmental benefits but also as a competitive edge in the market.
- Expectation of Superior Performance: The introduction of advanced composites and smart materials has raised the bar for what users expect from their cases. Enhanced protection, lightweight designs, and longer lifespans are becoming standard demands.
- Customization and Aesthetic Appeal: The diversity in materials allows for greater customization and personalization. Consumers now seek cases that reflect their style or brand identity, with a variety of textures, colors, and finishes available.
- Balancing Quality and Affordability: As material technology progresses, high-quality, feature-rich cases are becoming more accessible. This democratization of quality is enabling a wider range of consumers to enjoy premium products without the premium price tag.
In summary, the innovations in EVA case materials are not just refining the products; they are revolutionizing the industry. These advancements are leading to more sustainable, high-performing, and customizable cases, aligning with the evolving needs and expectations of modern consumers. As these trends continue to evolve, they promise to further elevate the standards and possibilities in EVA case manufacturing.

Industry Specific Applications of EVA Cases
The selection of materials for EVA cases varies significantly across different industries, each with its unique set of requirements and challenges. This section explores how material choices are tailored to specific industries, backed by case studies that illustrate successful applications in these sectors.
Material Choices in Key Sectors
- Medical and Healthcare Industry:In this sector, materials that are easy to clean and sterilize are crucial. For EVA cases, surfaces like coated fabrics or treated textiles that can resist bacteria and withstand frequent cleaning are ideal. These materials are often used as external layers to cover the EVA, providing a hygienic and durable exterior.
- Electronics and Tech Industry:Protecting electronic devices from shock and electrostatic discharge is essential. For EVA cases, this often means using textiles with antistatic properties or incorporating layers of cushioning materials like foam or padded fabric linings. These enhance the shock-absorbing qualities of EVA while preventing static build-up.
- Tools and Industrial Equipment:For these applications, the outer material must be tough and abrasion-resistant. Heavy-duty fabrics like reinforced polyester or ballistic nylon are often used as the external layer in EVA cases. They provide the necessary ruggedness without adding excessive weight or compromising the case’s protective qualities.
Case Studies in Diverse Industries
- Photography and Filmmaking: For cases that hold sensitive camera equipment, materials that offer protection from moisture and impacts are paramount. EVA cases for this industry often use water-resistant fabrics or specially coated textiles that provide an additional layer of protection against the elements.
- Sports and Outdoor Recreation:The focus here is on lightweight yet durable materials. Breathable fabrics, often used as the external layer in EVA cases, offer protection without adding bulk, making them ideal for sports equipment that needs to be both portable and protected.
- Aerospace and Defense: In these sectors, materials need to offer protection under extreme conditions. EVA cases are often paired with high-performance fabrics that have flame-retardant properties or enhanced resistance to temperature extremes, providing safety and durability in challenging environments.
- Travel and Luxury Goods: Aesthetics are as important as functionality in this sector. EVA cases for luxury items often feature high-quality leather or designer fabrics as their external layer, offering a premium look while maintaining the protective properties of the EVA interior.
- Academic and Research Institutions: For transporting and storing delicate research equipment, the external material of EVA cases must offer both protection and organizational features. Fabrics with clear labeling capabilities or customizable compartments are often used, providing both functionality and ease of use.
In each of these industries, the choice of external material for EVA cases is influenced by the specific needs and conditions of the field. These case studies illustrate the importance of selecting the right material to complement the protective qualities of EVA, ensuring that the final product is both functional and suited to its intended environment.
As we conclude our exploration into the multifaceted world of EVA cases, it’s clear that the choice of materials plays a pivotal role in determining the functionality, durability, and overall appeal of these cases. From the medical industry’s need for hygienic and sterilizable materials to the high-tech world’s demand for shock-absorbing and antistatic properties, the appropriate material selection is crucial for meeting specific industry requirements.
Lovette Case stands at the forefront of this exciting field, ready to embrace these trends and insights to continue delivering top-quality, industry-specific case solutions. We invite you to join us in this journey, whether as a partner, client, or collaborator, to explore the endless possibilities that effective EVA case design and manufacturing can bring. Together, let’s push the boundaries of innovation and design in the world of protective casing solutions.
Visit Lovette Case to discover more about our products and how we can cater to your specific needs with our cutting-edge, industry-tailored EVA cases. Let’s collaborate to create cases that not only protect but also inspire.









